Проектирование элементов конструкции печатной платы
Рекомендации по проектированию
|
На производстве Резонит за основу принят ГОСТ 53429-2009, и желательно, чтобы ваши конструкторы также следовали этим нормам. Конечно, возможна ситуация, когда закладываются иные допуски, но тогда нам приходится перестраиваться, а это, как показывает практика, может приводить к непредвиденным ошибкам.
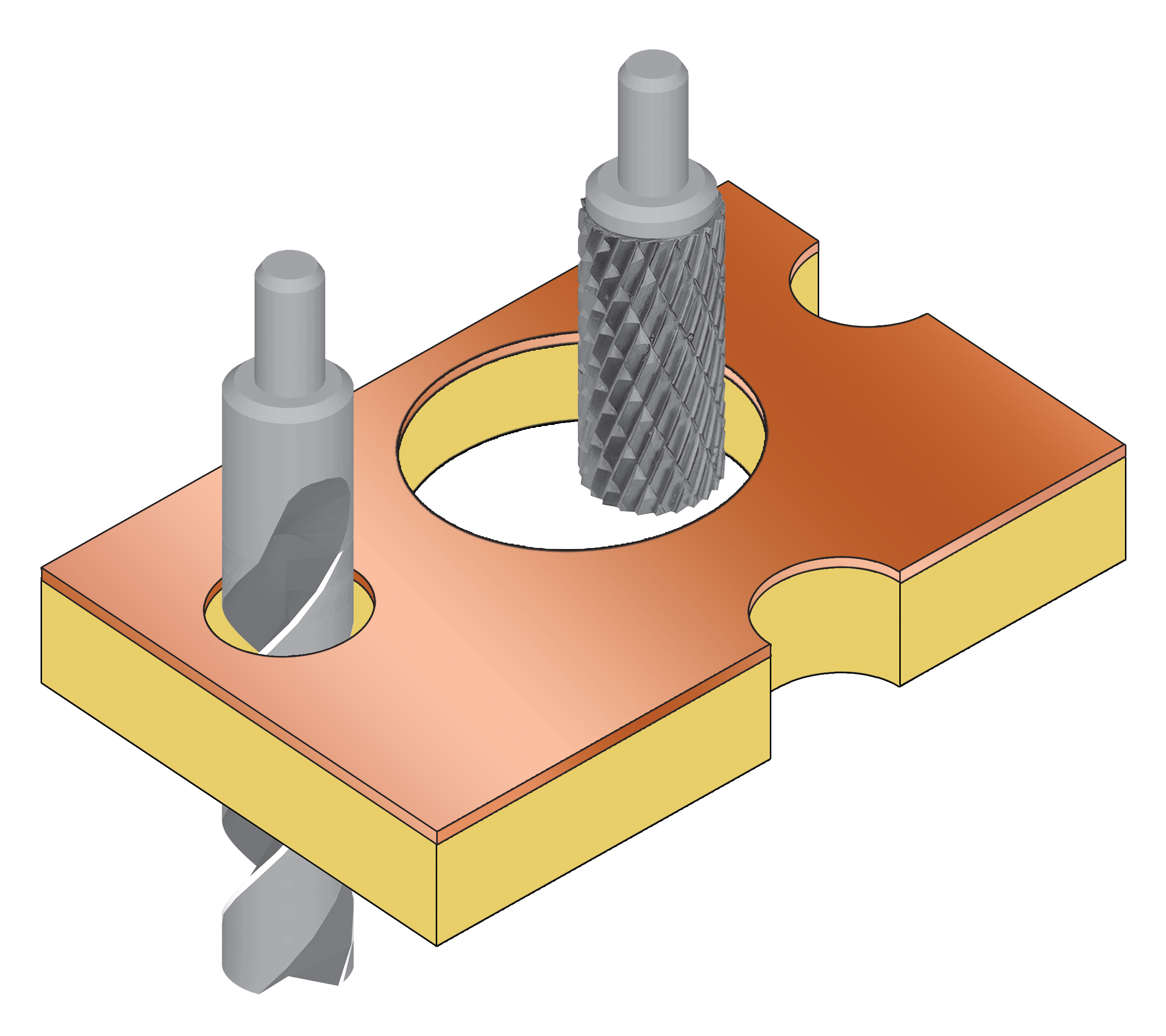
Заметим также, что максимальный диаметр сверла у разных производителей обычно не превышает 6-6,5мм. Мы используем максимальное сверло 6мм. То есть, для получения отверстия диаметром более 6мм с металлизацией, его необходимо будет предварительно фрезеровать. В этом случае стабильность получения металлизации в стакане отверстия ниже, чем при сверлении, поэтому для больших отверстий мы предлагаем применять иной подход - окантовку краев отверстия с выполнением нескольких металлизированных переходов малого диаметра.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Вариант 1.
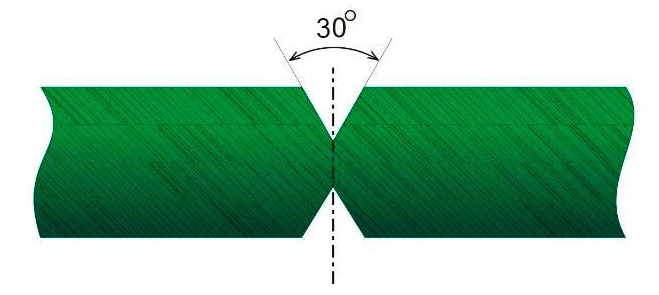
В том случае, если платы в групповой заготовке имеют прямоугольный контур, предпочтительно обработку контура проводить скрайбированием. При этом платы надрезаются с двух сторон дисковой алмазной фрезой. Раскладывать единичные платы нужно с нулевым зазором так, как показано на рисунке.
Вариант 2.
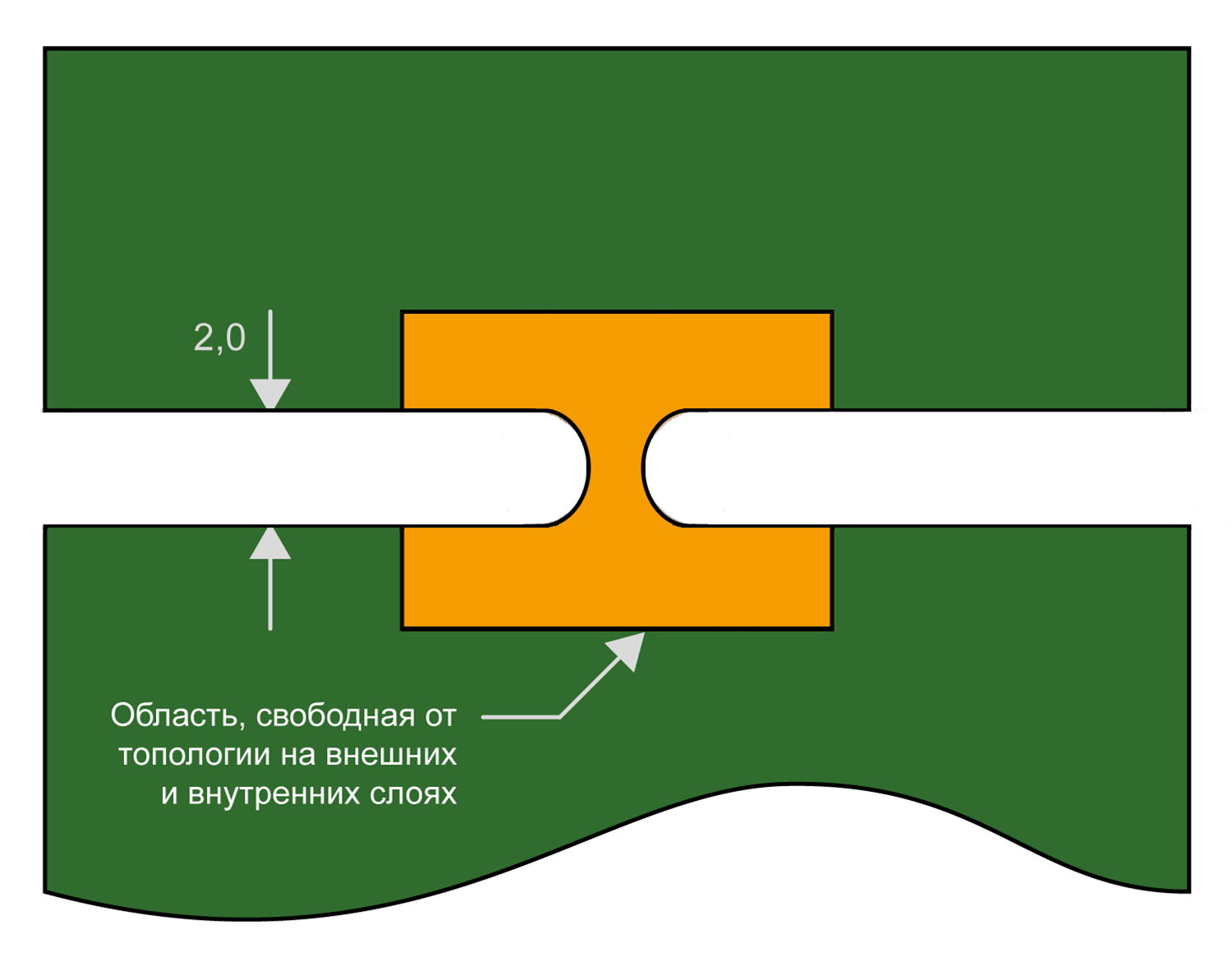
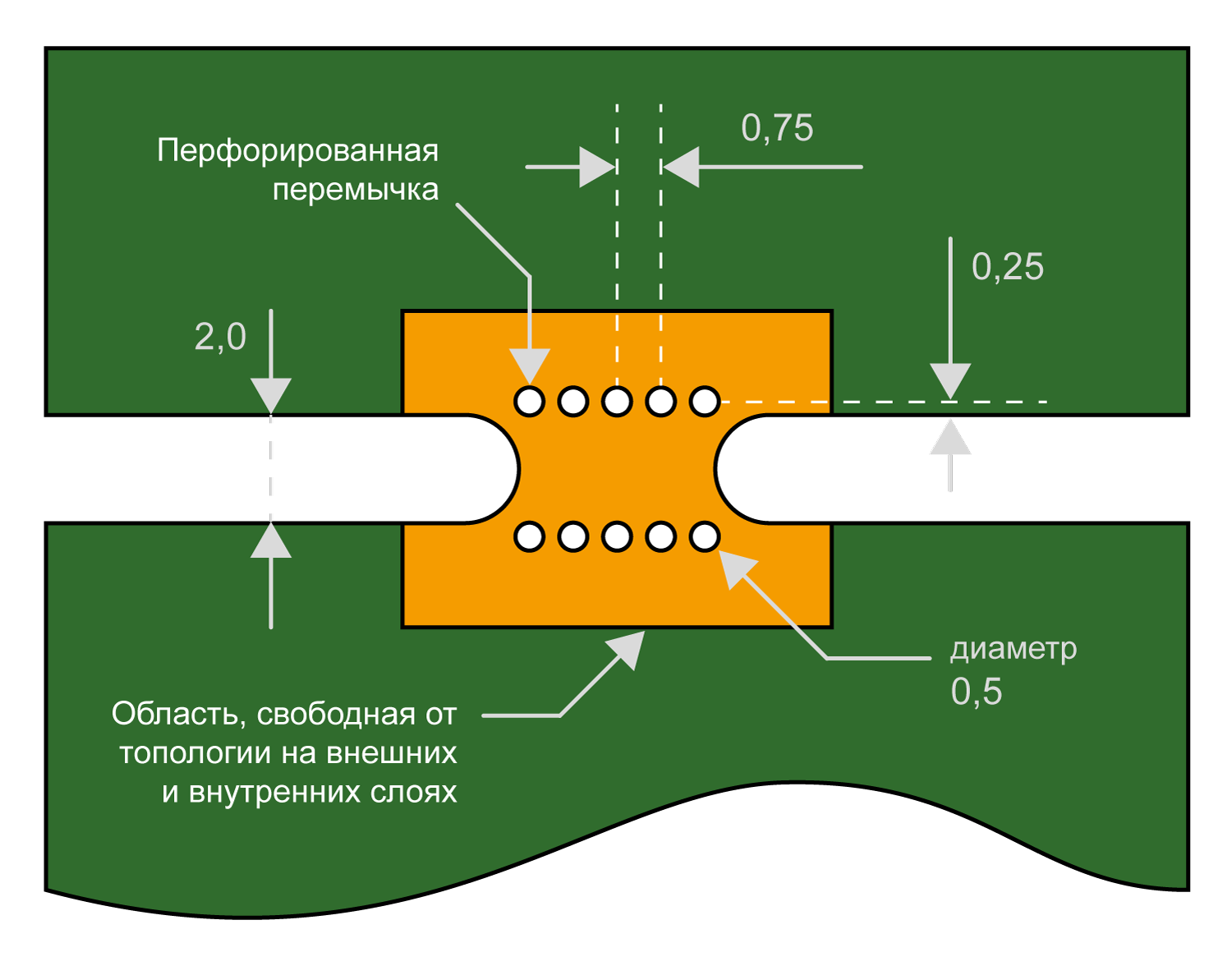
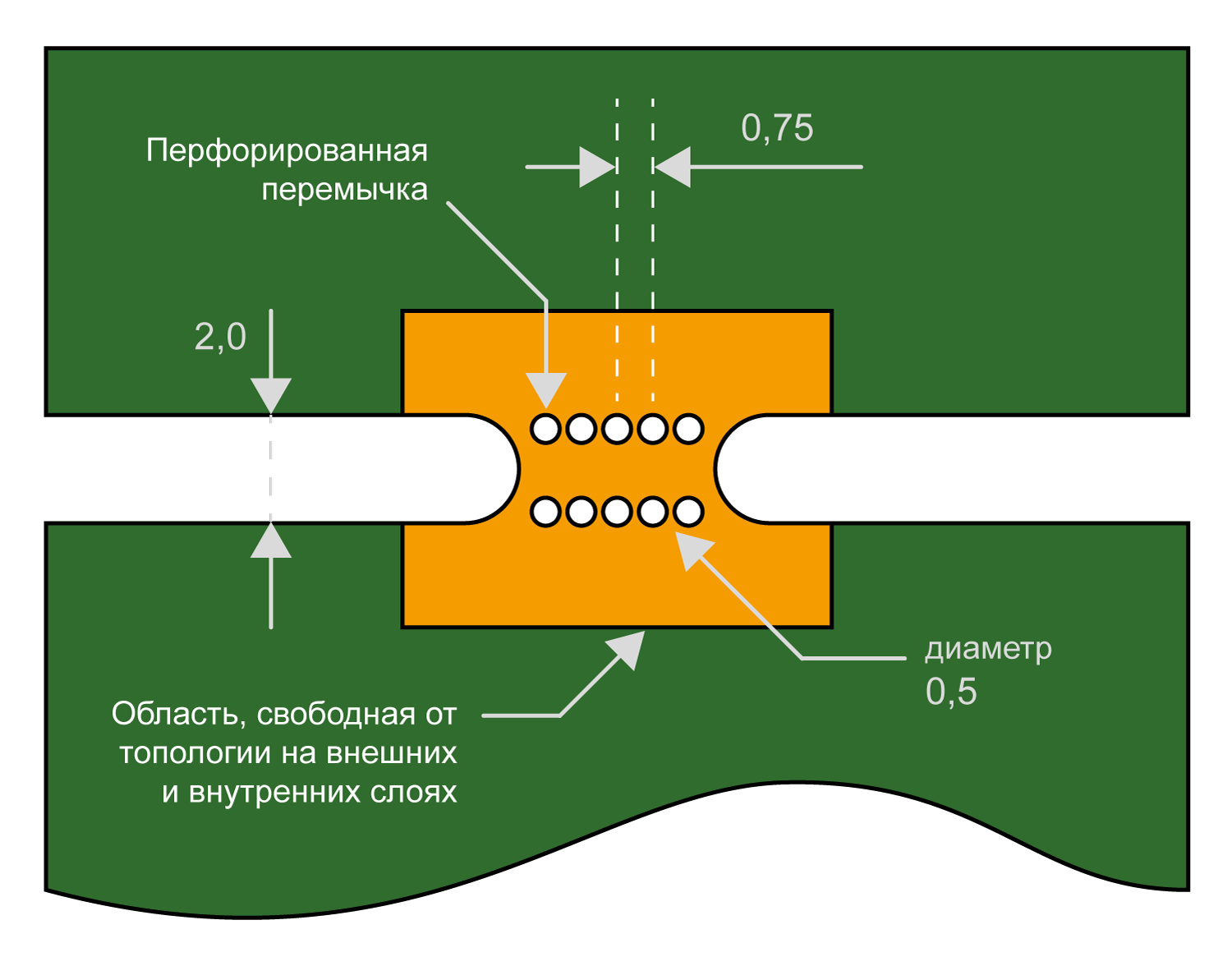
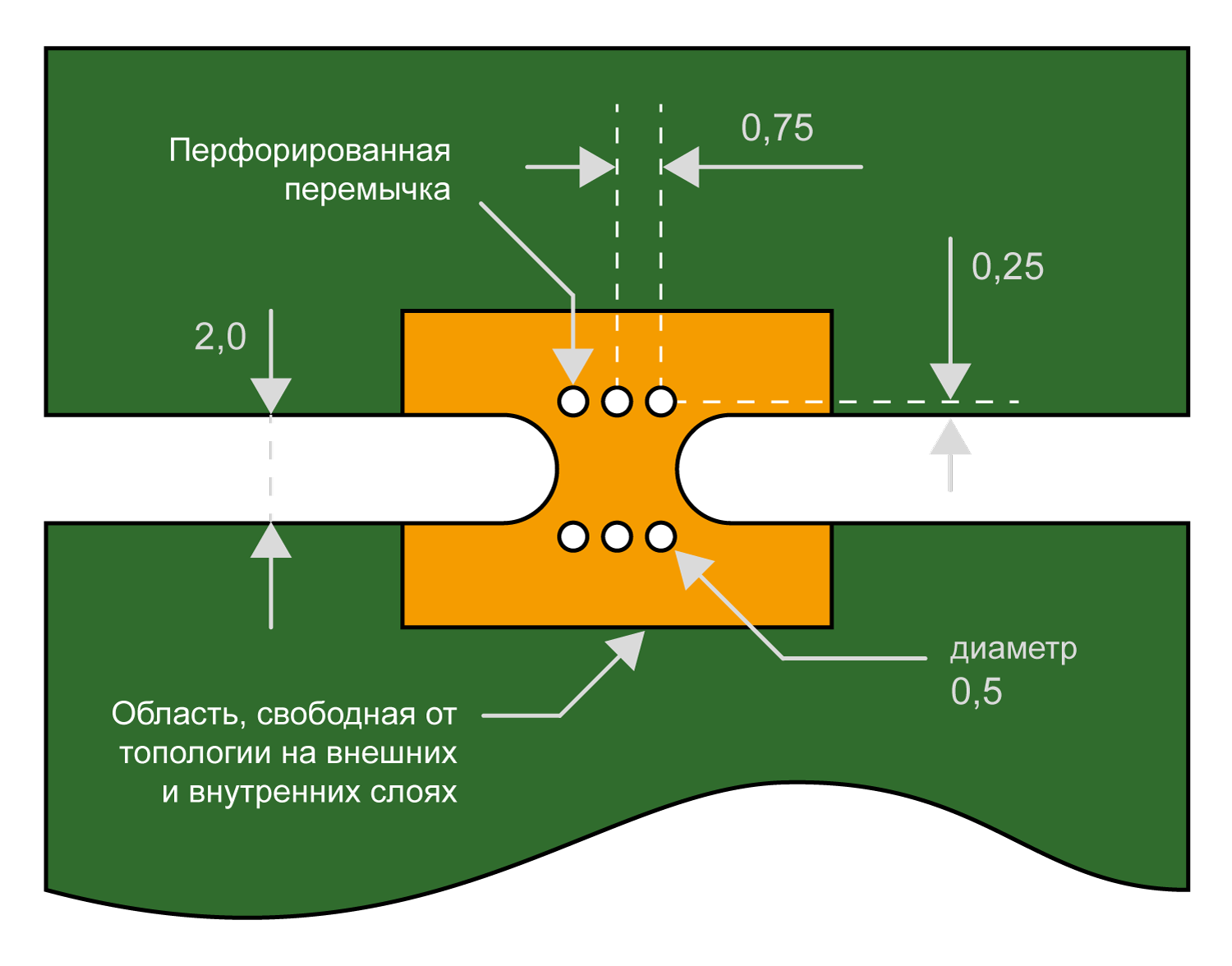
Если платы имеют сложный контур, заготовку необходимо обрабатывать фрезеровкой по контуру. В этом случае для снижения трудоемкости обработки, платы необходимо разложить с зазором 2.0 мм (диаметр торцевой фрезы) и обозначить места, где оставлять перемычки для разламывания плат.
Также для снижения трудоемкости обработки сложного профиля рекомендуем комбинированный способ (вариант 1 + вариант 2). |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||