Пайка BGA микросхем с шариковыми выводами из сплава SAC305 свинцовосодержащим припоем на контактные площадки определяемые маской
Введение
В современных устройствах применение микросхем в корпусах с матричным расположением выводов стало обыденным. Эти микросхемы нагружены самым разнообразным функционалом – от источников вторичного питания до сложных математических вычислений. С одним из таких, на первый взгляд простых устройств, нам пришлось столкнуться, выполняя очень ответственный заказ.
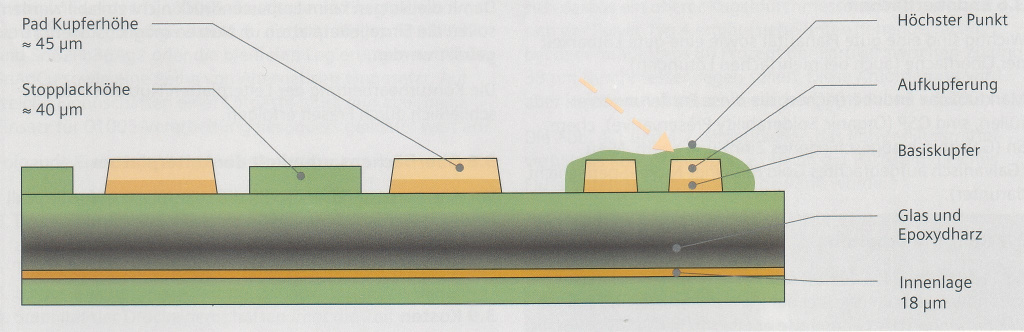
Изделие очень компактное и, со слов разработчика, должно выдерживать импульсные вибрационные нагрузки. В связи с этим, на печатной плате разработчиком были спроектированы контактные площадки, ограниченные паяльной маской (SMD – solder mask defined). Наглядное отличие SMD площадок от NSMD показано на рисунке ниже.
Non Solder Mask Defined Pad (NSMD – Pad)
Отличие SMD и NSMD площадок
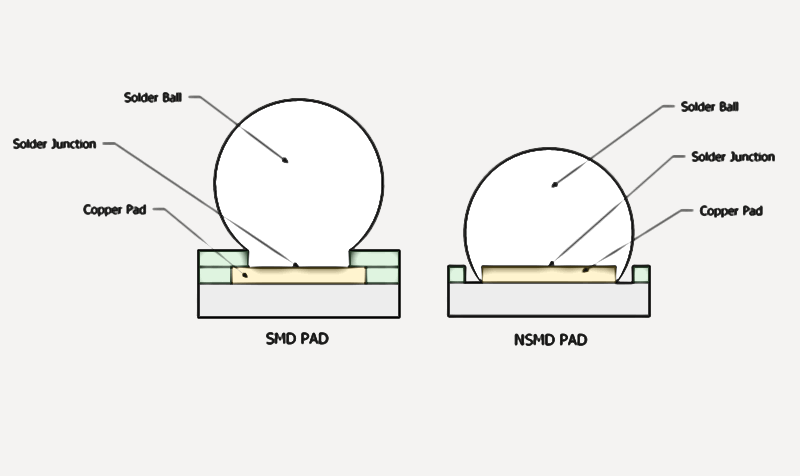
Solder Mask Defined Pad (SMD-Pad)
У каждого конструктива контактных площадок есть как свои достоинства, так и недостатки. SMD контактные площадки чаще всего используются при проектировании изделия для опытно-экспериментальной партии. При отладке и настройке изделия могут требоваться частые перепайки BGA микросхем для программирования, тестирования, замены после неудачной подачи питания или перегрева во время длительного тестирования. В этом случае паяльная маска добавляет дополнительную механическую прочность контактным площадкам предотвращая их отрыв от подложки после одного – двух ремонтов. Так же SMD контактные площадки применяются на линиях питания микросхем, если по ним необходимо передать большой ток и нет возможности распределить его по нескольким проводникам. Самой редкой причиной использования SMD контактных площадок является критичность высоты профиля (посадки) BGA корпуса.
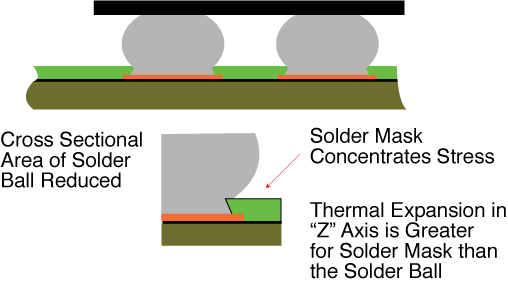
К недостаткам же относятся меньшая итоговая площадь поверхности SMD контактной площадки по сравнению с NSMD площадкой и меньшая точность размеров. Площадки этого типа требуют большую по меди область для получения того же размера контактной площадки по сравнению с площадками NSMD, оставляя меньше места для разводки. Паяное соединение на этом типе площадок менее надежное, уменьшение времени наработки на отказ доходит до 70% по сравнению с NSMD площадками. В области касания оплавленного шарика с маской образуются очаги повышенного механического напряжения в циклах нагрева/охлаждения или при вибрации, по которым в последствии и происходит растрескивание.
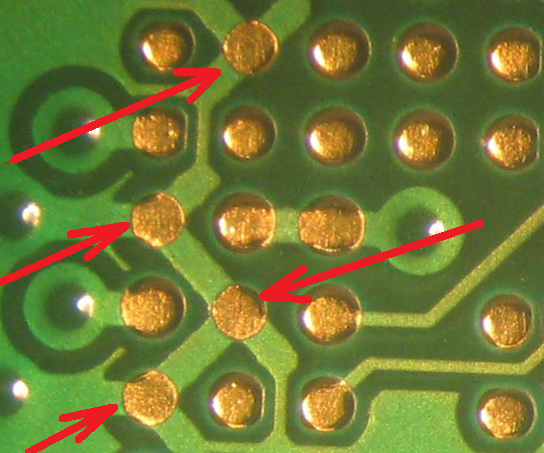
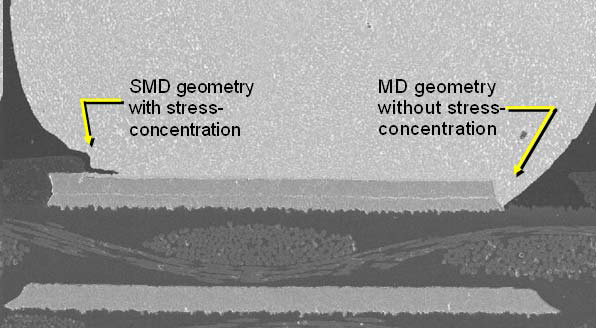
Примеры дефактов BGA on SMD Pad
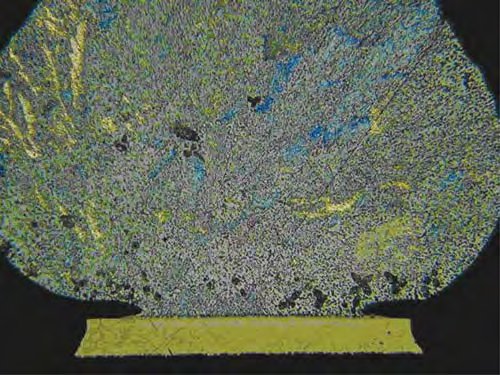
Источник фото: IPC-7095D-WAM1
На фото изображены микрошлифы шариков BGA микросхем, распаянных на контактные площадки печатной платы, сформированные паяльной маской. Стрелками показаны очаги повышенного механического напряжения - точки начала формирования трещин в паяном соединении по границе формирования интерметаллического слоя.
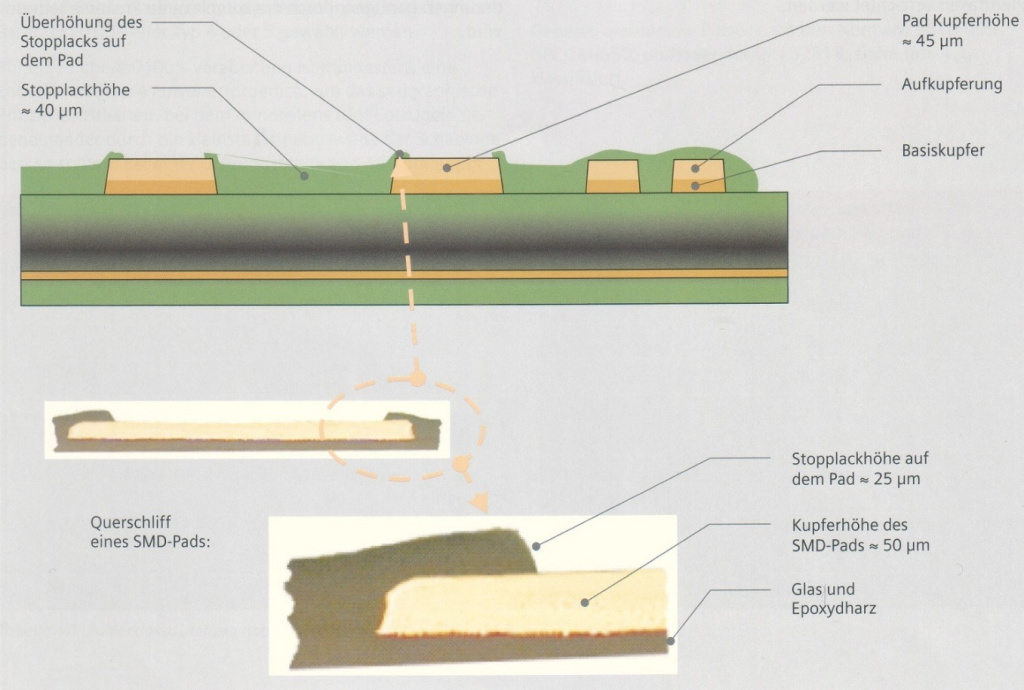
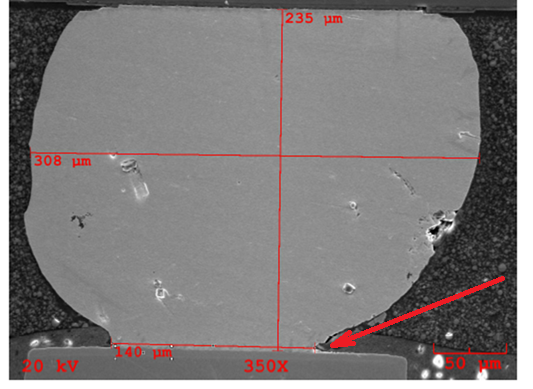
Сравнение SMD и NSMD Pads
Источник фото: www.rayprasad.com
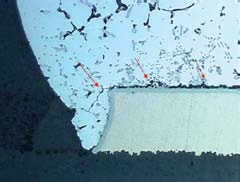
NSMD площадки и их особенности
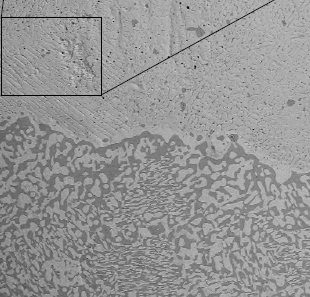
Этот тип площадок сформирован на слое меди, паяльная маска наложена с отступом от площадки. Требует меньшего размера площадки на слое меди, что позволяет осуществлять разводку проводников и переходных отверстий между ними с большим зазором металл-металл. Размеры медной площадки контролируются с гораздо большей точностью при изготовлении, чем размеры слоем паяльной маски. Финишное покрытие ложится более ровным слоем, особенно HASL. Отсутствие маски вокруг площадки позволяет шарику обтекать площадку со сторон при оплавлении, формируя более надежное паяное соединение, значительно менее подверженное разрушению от усталости при термоциклировании и механических напряжениях. Паяное соединение получается шире, с большим временем наработки на отказ. Пример микрошлифа шарика BGA распаянного на NSMD контактную площадку представлен на рисунке справа.
У NSMD контактных площадок боковые стенки также могут быть смочены припоем. Это приводит к значительному увеличению смачиваемой поверхности для небольших контактных площадок и, следовательно, к повышению надежности паяных соединений.
При проектировании печатных плат всегда используйте только NSMD контактные площадки, кроме особенных случаев, оговоренных ранее.

Источник: IPC-7095D-WAM1
Смешанная технология пайки
Следующей проблемой при пайке BGA микросхем становится так называемая «смешанная» технология пайки. Это когда компоненты с бессвинцовым покрытием выводов паяют на печатную плату с бессвинцовым покрытием контактных площадок. Единственным материалом в этой системе, содержащим свинец, остаётся только паяльная паста. Технологи, проектирующие технологический процесс, экстраполируют термин «смешанная технология пайки» не только на смешение материалов разных составов, но и на температуры их плавления, что категорически неверно!
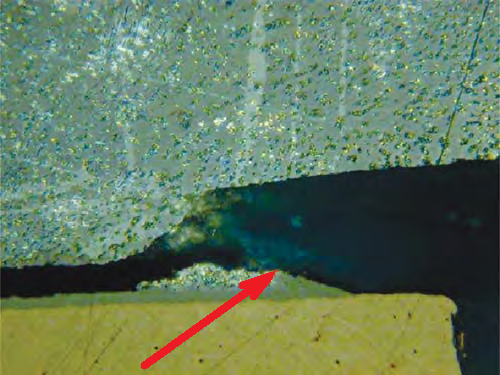
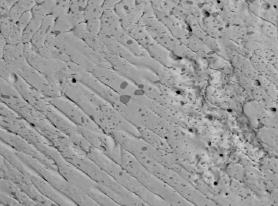
Рассмотрим вариант пайки по свинцовому профилю при температуре порядка +210…215°C. При этом шарик BGA из бессвинцового припоя SAC305 не расплавляется, но пайка возможна за счет частичного растворения шарика в припое. В зависимости от соотношения объемов припоя и шарика, температуры пайки и времени выше ликвидуса возможно и полное растворение шарика в припое. Однако в общем случае этого не происходит, так как объем шарика обычно существенно превышает объем припоя в пасте на контактной площадке. Растворение шарика в припое продолжается до достижения припоем состояния насыщения при данной температуре. После кристаллизации в шарике можно различить две зоны — зону со структурой припоя SAC305, который не плавился, и зону, где произошло смешение припоев SAC и Sn/Pb (см. фото).
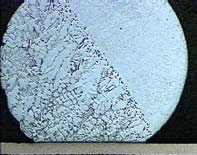
Так как у результирующего сплава шарика и пасты большой диапазон кристаллизации – от +179°C для припоя Sn/Pb до +217°C шарика BGA из SAC305, то полученное паяное соединение будет поражено усадочной пористостью, что хорошо видно на предыдущей фотографии.
Механизм формирования усадочной пористости состоит в следующем: при кристаллизации каждый последующий затвердевающий объем металла компенсирует уменьшение объема предыдущего затвердевшего объема. На участке, где кристаллизуются последние порции расплава, компенсировать уменьшение объема больше нечему, и этот участок будет поражен усадочной пористостью. Это участок, непосредственно прилегающий к контактной площадке платы, так как плата имеет более высокую температуру. По этой причине отказ смешанных паяных соединений при термоциклировании (трещина в паяном соединении) происходит в основном по границе шарик–плата.
Если пайка проводится при температуре выше +217 °C, то происходит оплавление шариков BGA и полное перемешивание металла шариков и припоя. А для того, чтобы уменьшить количество эвтектики Sn/Pb, кристаллизующейся при температуре +179°C около контактной площадки платы, необходимо обеспечить повышенную скорость охлаждения. Принципиальное отличие полного расплавления шарика от неполного только в том, что фаза, содержащая свинец, кристаллизуется по всему объему шарика, а не по границе шарик–плата. Соответственно и усадочные поры будут расположены по всему объему шарика, а не по границе шарик–плата.
Основная задача при пайке BGA по смешанной технологии — уменьшить количество фазы, содержащей свинец, кристаллизующейся по границе шарик–контактная площадка платы.
Для этого необходимо:
-
полностью расплавлять все шарики, то есть обеспечивать температуру на плате минимум +230 °C;
-
обеспечивать время пребывания выше ликвидуса не менее 90 с;
-
обеспечивать скорость охлаждения, приближающуюся к максимально допустимой.
Это приблизительно 3–4 °C/с в зависимости от PSL используемых компонентов.
Однако выполнение этих рекомендаций ни в коей мере не является панацеей, прежде всего потому что кристаллизация в паяных соединениях - это процесс, которым невозможно управлять. Во-вторых, на надежность влияет не только концентрация усадочных пор, но и поведение структурных составляющих многофазного паяного соединения в условиях знакопеременной механической нагрузки из-за несовпадения коэффициентов теплового расширения материала платы и компонента. В связи с вышеизложенным напрашивается вывод: для применений, требующих повышенной надежности, пайку бессвинцовых BGA свинецсодержащим припоем лучше не проводить, а попытаться найти необходимые компоненты в свинецсодержащем исполнении. Если такой компонент найти невозможно, то выходом будет реболлинг — замена бессвинцовых шариков на свинцовые.
Если все же пайки бессвинцового компонента BGA свинецсодержащей пастой невозможно избежать, следует вести пайку таким образом, чтобы обеспечивать полное перемешивание свинца по объему паяного соединения, то есть с расплавлением бессвинцового шарика.
Примеры
Хорошее перемешивание свинцового и бессвинцового сплавов требует большей активности и передачи большего количества тепла
LF BGA + паста SnPb + оплавление при t°пиковой > 235°C
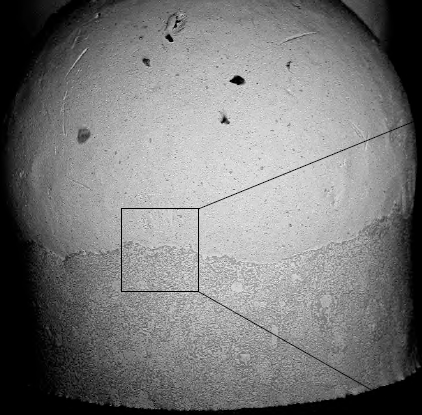
Двойное осаждение BGA.
Сначала плавится паста, потом шарики BGA.
Пайка LF BGA припоем SnPb 63/37 при t°пиковой ≤ 215°C
Отсутствие расплавления шариков BGA.

Бессвинцовые выводы таких микросхем как BGA, CSP, флип-чипы, нельзя оплавлять при температурном профиле, используемом для свинцовых выводов, так как это может привести к образованию неоднородной микроструктуры паяных соединений и, возможно, плохой смачиваемости финишного покрытия плат.
David Hillman, Matt Wells, Kim Cho
Rockwell Collins
Cedar Rapids Iowa USA
Решение нашей задачи
Вернёмся к нашей задаче, описанной в начале статьи.
Партия печатных плат уже изготовлена. Контактные площадки спроектированы и это SMD площадки. Компоненты закуплены и BGA микросхемы – с бессвинцовыми выводами.
Чтобы гарантировать качество паянного соединения необходимо для пайки изделия использовать бессвинцовый температутный профиль. А чтобы гарантировать вибрационную стойкость изделия, предлагаю использовать один из следующих вариантов. Расположены в порядке убывания приоритета.
-
Использовать заливку компаундом всей электронной сборки;
-
Подзаливка полимерными материалами, например underfill AIM FF35;
-
Использовать подклейку BGA микросхемы по всем 4-м углам
термоотверждаемым клеем, например Heraeus; -
Маскирование BGA микросхемы и покрытие всего электронного узла конформным покрытием.
Электронный блок с нанесенным Underfill между подложкой BGA и поверхностью платы
Список использованной литературы
-
Геннадий Егоров. Смешанная технология и надежность паяных BGA-соединений. Технологии в электронной промышленности, № 4’2013.
-
Гюнтер Гроссманн. Исследование микроструктуры паяных соединений бессвинцовых BGA-компонентов, монтированных припоем олово–свинец. Технологии в электронной промышленности, № 2’2008.
-
Хан Раетсен. Смешанная технология пайки. Balver Zinn Cobar Josef Jost GmbH & Co.KG
-
С.Федоров, ООО «Абрис-Технолоджи», В.Бекетов, ОАО «НПО ИТ». Обеспечение надежности электронных блоков при эксплуатации в условиях высоких вибрационных нагрузок. Печатный монтаж. №1 (00036). 2012.
-
НАНОТЕХ. Памятка разработчику. Выпуск №4. BGA – это просто! 2014г.
-
General Recommendations for Assembly of Infineon Packages. Additional Information. Revision 4.0. 2017г.
-
IPC-7095D-WAM1 Design and Assembly Process Implementation for Ball Grid Arrays (BGAs). 2019
-
Dave Hillman et.al., “The Impact of Reflowing A Pb-free Solder Alloy Using A Tin/Lead Solder Alloy Reflow Profile On Solder Joint Integrity”.
-
Günter Grossmann et.al., “ Leadfree” Swiss EMPA] paper.
-
Werner Engelmaier, Engelmaier Associates: “ Solder Joint Reliability—Part 4: Reliability Issues for Lead-Free Soldering”
-
Intel: “Solder joint reliabhility of Sn-Ag-Cu BGA components attached with eutectic Pb-Sn solderpaste”.
-
Polina Snugovsky, Zohreh Bagheri, Matthew Kelly, Marianne Romansky, Celestica International Inc: “Solder joint formation with Sn-Ag-Cu and Sn-Pb solderpballs and pastes”.
-
Ray Prasad. SMT Design & Assembly Challenges with Focus on BGA & BTC. 2017
Мы всегда рады сотрудничеству с новыми авторами. Если у вас есть уникальная экспертиза или просто качественный материал, полезный инженерам-разработчикам электроники, мы с удовольствием поделимся им на страницах раздела Авторские статьи. Присылайте свои статьи на почту articles@rezonit.ru